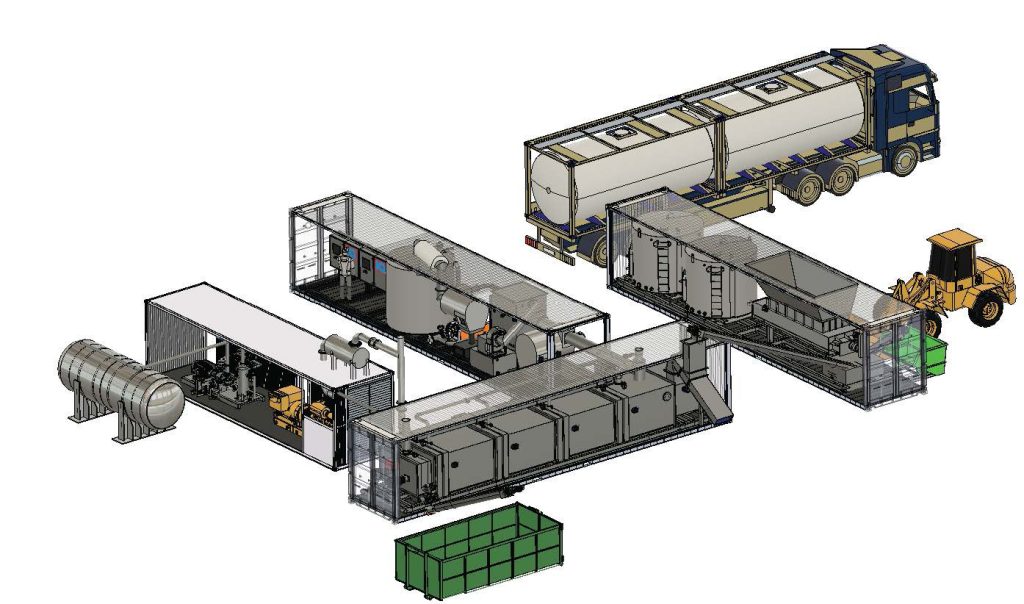
Mixed Residual Wastes/Plastics
Tyre Waste

Wood Waste/Forestry Slash

Agriculture Wastes

Biosolids/Sewage Sludge

Legacy Wastes

Mixed/Contaminated Organics

Other Wastes, e.g. Medical Waste

Renewable Natural Gas (RNG), can be used for:
- Power Generation - Onsite or Offsite Use, e.g. natural gas replacement - Advanced Recycling -condensing it to an oil if the target is plastic

Biochar or Char/Ash
- Valuable for Carbon Sequestration
- Use within Agricultural/Industry

Hot Water/Steam
- Recovered Water for Industrial/Agriculture Use