Biosolids/Sewage Sludge

Agricultural Wastes

Animal Wastes, e.g. Manures

Anaerobic Digestion Digestates

Screenings & Legacy Wastes

Mixed/Contaminated Organics, e.g. Food Waste

Mixed Residual Wastes

Other Wastes, e.g. Medical Wastes


Heat, can be used for:
- Drying
- Onsite Use, e.g. direct high temperature heat or hot water/steam production
- Power Generation, through ORC units

Biochar or Char/Ash
- Valuable for carbon sequestration
- Use within agriculture, industry or remediation

Hot Water/Steam
- Recovered water for industrial or agricultural use.
G300
Approximate Input: ~300 kg/hr (~2,300 tonnes/annum)
G500
Approximate Input: ~500 kg/hr (~3,840 tonnes/annum)
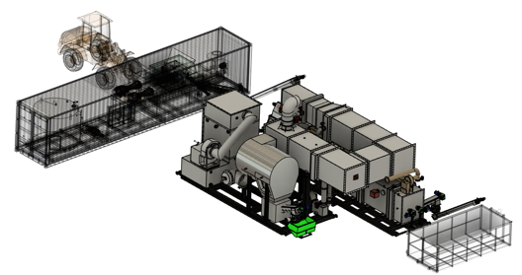
G1000
Approximate Input: ~1000 kg/hr (~7,700 tonnes/annum)